

精密零点定位夹具优势在哪里
栏目:行业动态
发布时间:2020-07-08
作者: 张冬冬
来源: 特晶公司
浏览量: 10934
分享到:
零部件加工行业的您,还在为产品种类繁多,而每次生产数量少导致的夹具更换频繁.,直接影响到机器的运转效率低下,不能准确算出订单交期,从而影响客户的信任度。长期在客户的交货期追赶下而犯愁吗?
让我们的快速换夹具用零点定位来帮您解决一切困扰吧。
让我们的快速换夹具用零点定位来帮您解决一切困扰吧。
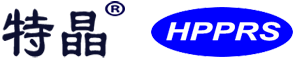
使用夹具快换零点定位后的优点:
1.只需要夹具**次安装好调试后,将程序编入机床系统后,以后每次夹具更换时,只需要将夹具放到装有零点定位的基础板上,锁紧螺丝后,调出程序就可以直接进入加工状态。可以边加工,边进行产品的尺寸检查确认。因为基准点固定不变,所以不用担心尺寸发生变化。所以不像以往样,边调试,边测量,待尺寸检查OK后才可进入加工状态。整个调试过程也许要反复重复多次才能调到OK的尺寸范围。而就通常客户的现场调试而言,整个调试检查时间通常都在平均30分钟以上,甚至更长。而用上零点定位后,夹具的切换时间可以控制在2分钟以内,这样30分钟(甚至更长)减去2分钟(使用零点定位后的),等于节省的28分钟以上就可以完全记在生产状态。长年累月下来,节省的时间久可以为您创造更高价值。
2. 基准确定以后,无论谁来操作,精度都可以保持在0.003以内。(所以对当今客户现场操作人员更换频繁来说,无疑是解决了如何维持产品品质稳定的困扰。)
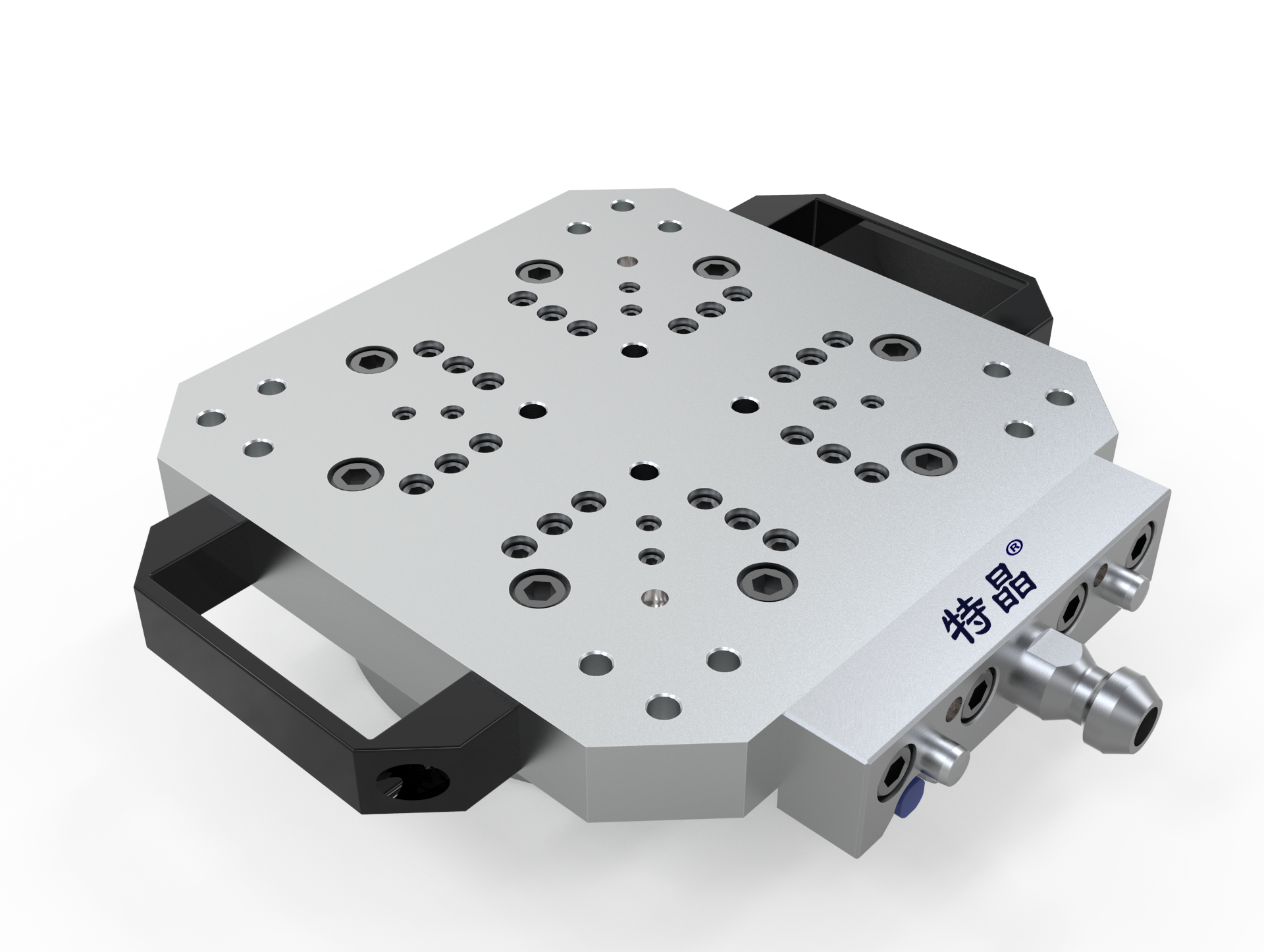
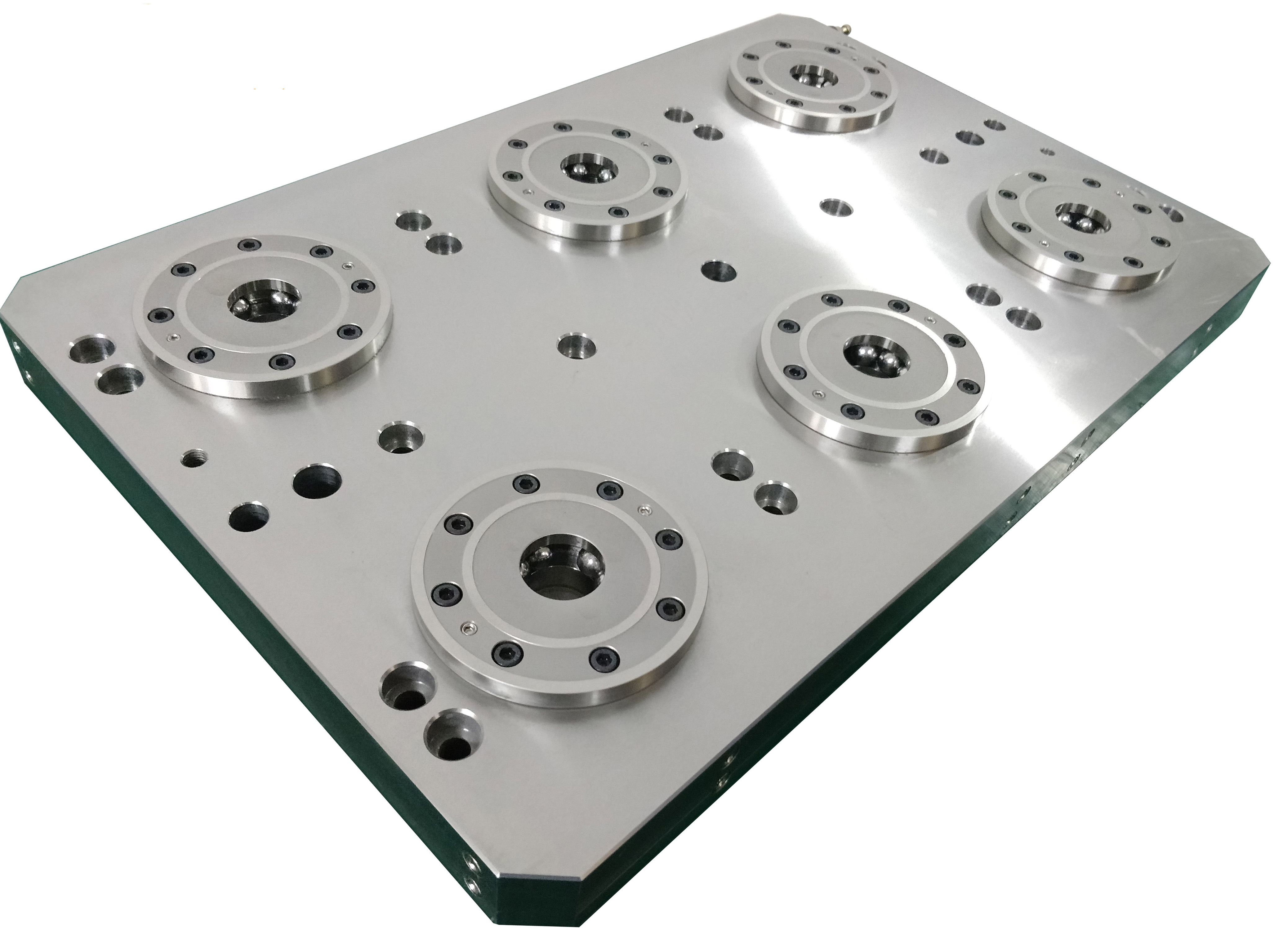
3. 少批量、多品种产品夹具的更换,装好零点定位后,待上一种零部件生产快结束时,提前将下一个要计划生产的零部件夹具准备在机器旁边,在夹具上装好准备要生产的零部件。待上一个零部件生产结束后,夹具一拆下来,将机床台面基础板上清理干净后,直接将准备好的下一个夹具放置在机床上的基础板上后锁紧,相应的程序掉出来就可以直接进入加工状态。
4. 对以往小的单一产品,每次加工一个,停顿一下而言,可以复制A . B式夹具板上配好零点定位,每个夹具板上装多个工件,这样就达到了减少机器停顿次数,提高加工效率。(如以往一个停顿一次,现在可以在每个夹具上装上20个工件,这样就是20个停顿一次,大大改善加工效率。)

上一篇:
简析气动卡盘在机床组中的重要作用
下一篇:
EROWA夹具组合安装
