

CNC气动卡盘使用说明
栏目:最新公告
发布时间:2020-10-19
作者: 艾友年
来源: 特晶内部
浏览量: 3769
分享到:
CNC气动卡盘使用说明
CNC气动卡盘使用说明
校正方法:将安装螺钉(4-M8)略松开
用基准座(TJ-N0006 100*60零位基准座或
其他特晶基准)检查卡盘X、Y、Z方向上的
偏差,通过轻敲调节平板(8、9)侧边和调节
调平螺钉校正,校正后锁紧安装螺钉。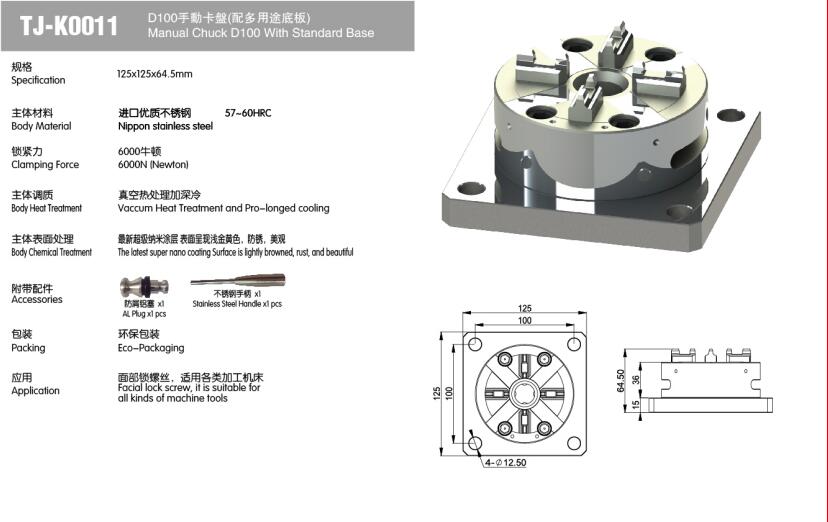
故障排除:
故障:未达到理想重复定位精度。
可能原因及解决方法:
*Z轴定位面(2)或定位齿(1)有杂质,需清除杂质。
*工件端的夹紧拉钉松动,需按操作手册重新安装。
*机床工作台不平或者卡盘未调平,需要重新校表调试。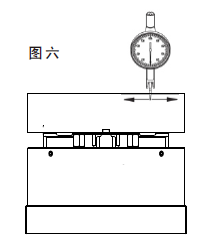
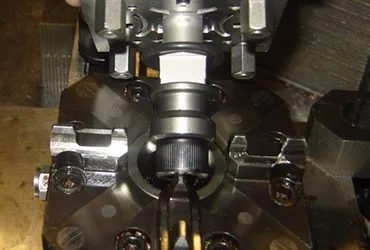
日常工作前,请操作员先认真检查各紧固螺钉是否紧固,压力是否正常。表面及内部是否已清洁干净。在机床外部已正确安装好定位片,拉钉,确保电极已经校平合格,并正确安装了密封圈,利用气动装置把电极装夹到已经安装了卡盘的机床上,如果电极不做基准角的切记定位片的缺口方向一定要与卡盘(R)标示符号位置同向。
★ 在不使用的状态下,请将此密封防屑吕塞插入卡盘中并锁紧,以免卡盘进入铜屑及污垢。影响卡盘精度不稳或锁不紧。
★ 加工过程中切勿按面板中任何按钮
★ 气动卡盘的工作原理是无气压状态下为锁紧,有气压时为松开。
上一篇:
erowa气动卡盘有哪些使用规范
下一篇:
使用EROWA夹具系统的好处
